










Profil, design og ekstrudering
En av fordelene med aluminium er at det kan ekstruderes som profiler. Dette åpner for et bredt spekter av designmuligheter som gjør aluminium unikt i industriell sammenheng.
På denne siden finner du mer informasjon om profilekstrudering, prototyper og designtips.






/
Hva er ekstrudering?
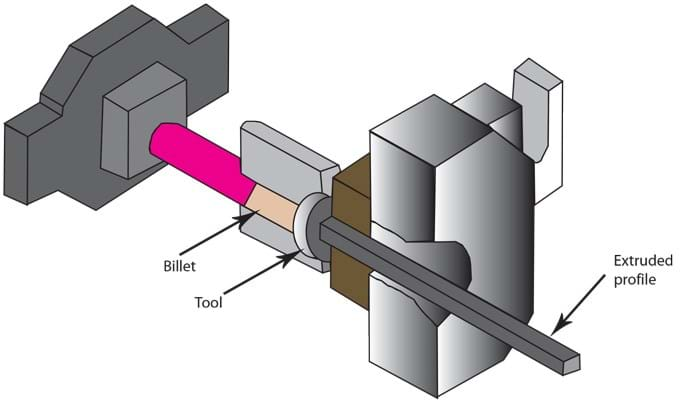
Ekstrudering kan sammenlignes med å presse tannkrem ut av en tube. Den varme, myke aluminiumprofilen presses gjennom et verktøy til en bestemt form, akkurat som den runde åpningen på tannpastatuben. Ekstrudering brukes både til spesialprofiler og standardprofiler som firkantrør og stenger.
Ekstruderingsbolten varmes opp til 450-500 °C før ekstrudering. Smeltepunktet for aluminium er ca. 660 °C, så ekstruderingsbolten er varm og myk, men ikke flytende.
Når profilen kommer ut på den andre siden av formen, kjøles den ned med vann eller luft.
Profilen trekkes deretter mens den fortsatt er myk for å frigjøre spenninger i metallet og oppnå de riktige dimensjonene. Til slutt herdes profilene enten ved kald- eller varmherding til den endelige hardheten, før de eventuelt elokseres eller lakkeres og kappes til riktig lengde.

Ekstrudering er en relativt billig produksjonsmetode fordi du kan produsere store mengder på kort tid. Når du først har verktøyet, kan det brukes til flere serier av samme profil.
Ekstrudering av spesialprofiler
Ekstrudering av spesialprofiler krever et verktøy, også kalt matrise. Matrisen eller verktøyet er formen som aluminiumprofilbolten presses gjennom.

Verktøyet må utformes spesielt for hver enkelt profil. Derfor er det en initialkostnad ved ekstrudering av spesialprofiler - men når verktøyet først er designet, kan det brukes mange ganger.
Derfor lønner det seg å tenke gjennom designet før du starter produksjonen. Du kan for eksempel bygge inn funksjoner som skruekanaler og klikkfunksjoner i ekstruderingen for å gjøre etterbehandling og montering så enkel som mulig.
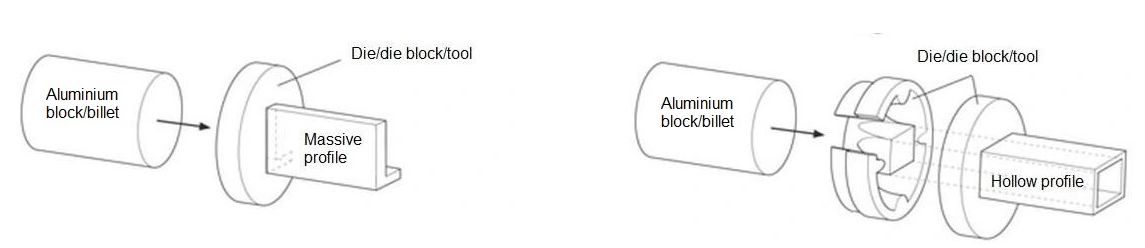
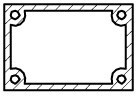
Solide profiler kan ekstruderes med ett enkelt verktøy, mens hule profiler krever et todelt verktøy. Den ene delen danner profilens ytre form, mens den andre delen fungerer som en kjerne som skaper hulrommet i profilen.
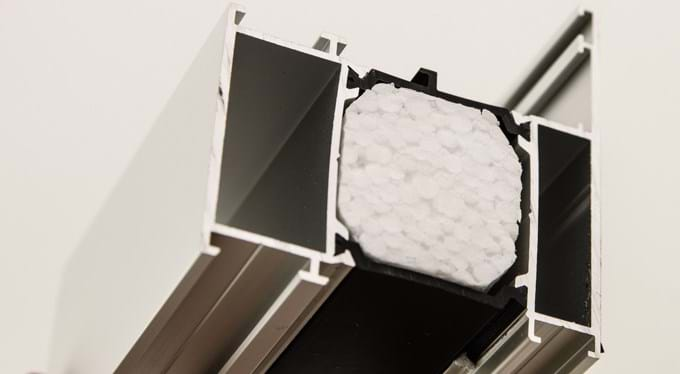
Aluminiums evne til å lede varme og kulde kan skape problemer i konstruksjoner som er i kontakt med to ulike miljøer samtidig. For eksempel fasadeprofiler eller vinduer i ren aluminium som forbinder et ute- og innemiljø.
Hvis kulden ledes gjennom profilen, kan det oppstå kuldebroer og eventuelt kondens i konstruksjonen.
Derfor kan ekstruderte profiler leveres med isolasjon innebygd i profilen.
Isolasjonen består vanligvis av polyamid som monteres mellom to profiler like etter ekstrudering.
Design av ekstruderingsprofiler
Selv om ekstrudering er en svært fleksibel produksjonsmetode, stiller den krav til designet. Med noen enkle grunnregler kan du designe en profil som ekstruderes så nøyaktig som mulig og som tåler tidens tann.
Her er noen utvalgte eksempler på typiske problemområder som du enkelt kan unngå. Tabellen er en forenkling, så vi anbefaler alltid at du tar kontakt med oss så tidlig som mulig i idéfasen.
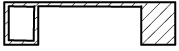
| Å foretrekke | Å unngå | Kommentarer |
  |
  |
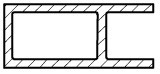
Ordne hulrommene symmetrisk, hvis mulig. |
  |
  |
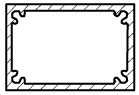
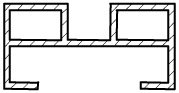
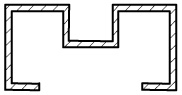
Åpne skruekanaler har en bedre geometrisk nøyaktighet i forhold til hverandre og gir en lengre levetid for matrisen. |
  |
 |
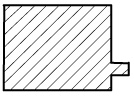
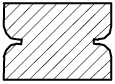
Toppene bør være avrundede (unngå fyllingsproblemer; høyere ekstruderingshastighet). |
  |
  |
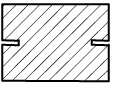
Smale spalter bare hvis det er uunngåelig, ellers må du legge til avstandsstykker, slik at toleransene for åpningsavstanden forbedres betraktelig. |
  |
  |
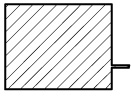
Konturer som er forbundet med en ugunstig materialflyt, reduserer ekstruderingshastigheten og medfører toleranseproblemer (både for tverrsnitt, retthet og vridning). |
  |
  |
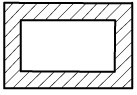
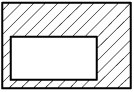
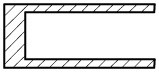
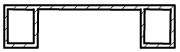
Toleransene for polygonalt formede åpne tverrsnitt kan forbedres betraktelig ved å legge til avstivere eller ved å utforme et hult tverrsnitt. |
  |
  |
Små geometrier med tykke snitt er vanskelige å fylle ut med metall, og noen ganger kan de ikke ekstruderes. |
  |
  |
Små appendikser i forbindelse med tykke deler av en seksjon er vanskelige å fylle med metall, og noen ganger kan de ikke ekstruderes. |
  |
  |
Unngå for tynne eller for brede vegger i hulprofiler (problemer med toleranser, økt avfall siden defekten ikke kan repareres). Arranger støttende avstandsstykker. |
Thomas Gork, teknisk konsulent i Alumeco

Det er ikke nødvendig å lage et verktøy for produksjonen og du bruker bare det materialet som selve delen krever - det blir ikke noe svinn.
Når det gjelder prototyper, gir 3D-printing i metall nesten de samme egenskapene som endelig ekstrudering.
Med 3D-printing kan vi produsere svært komplekse deler med lave toleranser, og det gir helt andre designmuligheter enn ved ekstrudering.
Du kan for eksempel designe hulrom i en ellers solid del, noe som holder vekten og materialforbruket nede.
Hos Alumeco kan vi hjelpe deg med 3D-printing i plast, aluminium, rustfritt stål, titan og kobber. Vi leverer metallutskrifter i størrelser opp til 400 x 400 x 360 mm, og leveringstiden er 10 dager.